

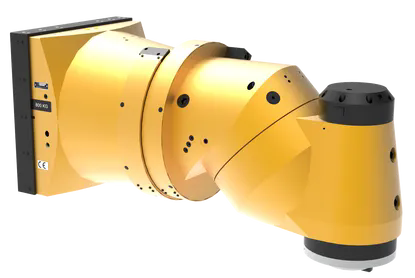
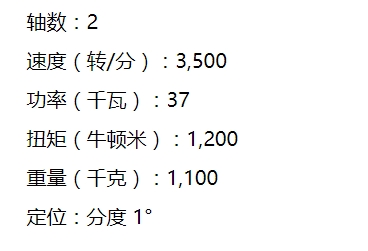
通用自动分度 HUIL 50 铣头的设计理念与 HUI 50 铣头相同。不过,铣头的设计定位更加精确,转速也显著提高。铣头配有冷却通道,以确保均匀冷却。
HUIL 50
通用自动分度 HUIL 50 铣头的设计理念与 HUI 50 铣头相同。不过,铣头的设计定位更加精确,转速也显著提高。铣头配有冷却通道,以确保均匀冷却。
HUI 50
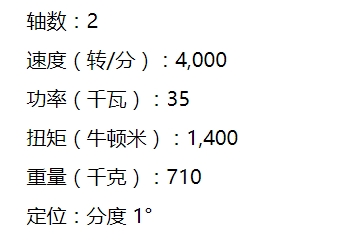
HUI 50 铣头在两个平面上自动分度 2.5°,因此在相对于机床正交坐标系转动铣削头主轴时效率更高。
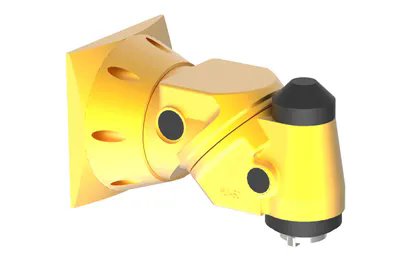
HUF 50
通用连续定位 HUF 50 铣头由三个紧凑连接的基本部件组成,可相互旋转。铣头可通过机床主轴的旋转来调整部件的定位。通过伺服电机确保连续定位,伺服电机可实现 Hirth 齿槽的旋转,并在 A 轴和 C 轴上实现 0.001°的步进。

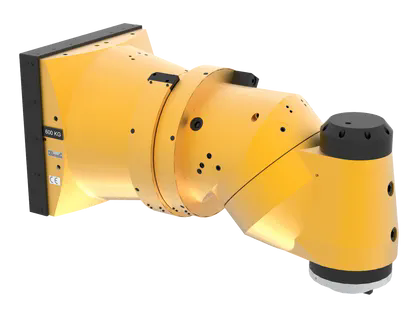
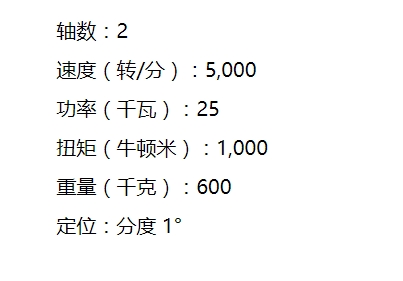
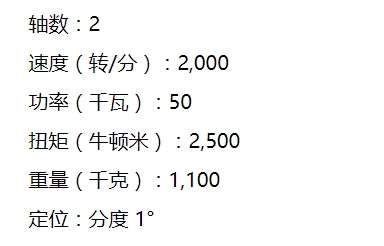
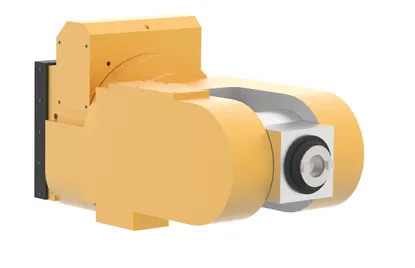
HUIT 50
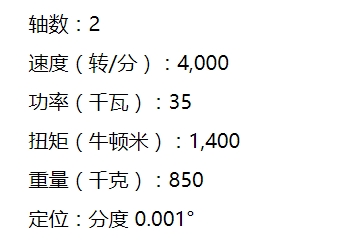
通用的自动分度的 HUIT 50 铣头的设计理念与 HUIL 50 铣头相同。不过,该铣头的功率更大,扭矩更高。
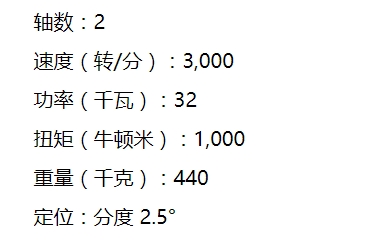
HUFT 50
通用连续定位铣头 HUFT 50 的设计理念与 HUF 50 铣头相同。不过,这个铣头的设计功率更大,扭矩更高。这个铣头配有冷却通道,可实现均匀冷却。

HOI 50
正交自动分度 HOI 50 铣头由三个基本连接部件组成,可在 A 轴和 C 轴上旋转,实现铣头主轴的总体定位。旋转部件的定位由机床主轴的机械传动确保,可在 C 轴上定位 180°,在 A 轴上定位 180°。
HOIL 50
正交自动分度 HOIL 50 铣头的设计理念与 HOI 50 铣头相同。不过,这种铣头的设计明显更轻,重量减轻了一半以上。


HOIT 50
正交自动分度 HOIT 50 铣头的设计理念与 HOI 50 铣头相同。不过,这种铣头的设计功率更大,扭矩更高。该铣头专为静压机床设计。

HV/V
铣头由三个紧凑连接的基本部件组成,可在 A 轴和 C 轴上相互旋转。这些部件的相互移动由单独的伺服驱动装置保证实现的,可在整个旋转范围内连续定位,并在加工过程中实现两个轴的连续移动。
HPFL 50
铣头由三个紧凑连接的基本部件组成,其中两个部件采用刚性连接,一个部件可在 A 轴上旋转。这部分的运动由独立的伺服驱动装置实现,可在整个旋转范围内实现连续控制,在加工过程中实现 A 轴的平稳运动。
HPI 50
铣头由两个紧凑连接的基本部件组成,可相互旋转,实现铣头主轴的必要定位。旋转部件的定位由机床主轴的机械传动确保完成,可实现 ±185° 定位。
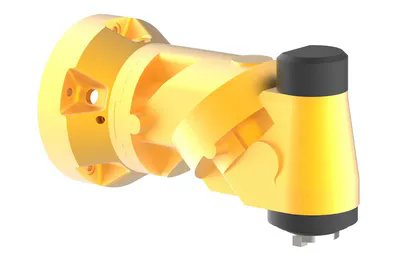
HPR 50
手动直角铣头 HPR 50 由两个紧凑连接的基本部件组成,可相互旋转,实现铣头主轴所需的位置。调整角度的增量为 0.1°,可在配备了游标的周边刻度上显示。

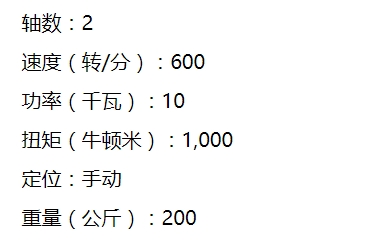
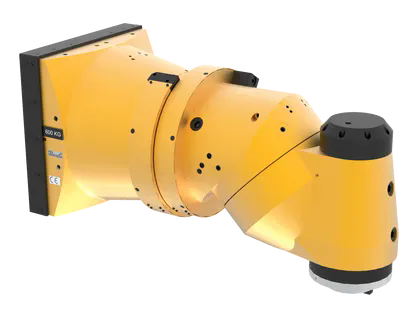
HUR 50
通用的手动定位 铣头HUR 50 由三个紧凑连接的基本部件组成,可相互旋转,从而实现铣头主轴所需的总体位置。调整角度可以在配备游标的周边刻度上以 0.1° 的增量读取。铣头各部分共可设置 8 个基本位置(在垂直连接面上为 4x90°,在斜分度面上为 2x180°--使用定位销)。
UFP-40/50
作为 WH 10 和 WHN 13 机床的附件使用。适用于加工与机床主轴平行的各种角度的表面。手动将刀具和铣头装置夹紧在机床上。




 滇公网安备 53080202000194号
滇公网安备 53080202000194号